
При проектировании пластиковых деталей одним из ключевых факторов является правильный выбор материала. Сегодня на рынке доступно множество товарных и инженерных смол, и процесс подбора может быть сложным. Компания SULI MOULD обладает глубоким пониманием свойств различных пластиков и помогает клиентам выбрать оптимальный материал, обеспечивая прочность, надежность и эстетический внешний вид изделия.
Особенности конструкции автомобильных фар
Фары автомобиля — это не только источник освещения, но и важный элемент дизайна. Требования к их внешнему виду и качеству крайне высоки. Основные компоненты включают линзы, декоративные рамки, корпус и зеркальные элементы. Любое отклонение в геометрии или прозрачности деталей может негативно сказаться как на функциональности, так и на внешнем виде автомобиля. Поэтому к конструкции и производству пресс-форм для фар предъявляются повышенные требования.
Проектирование и изготовление пресс-форм
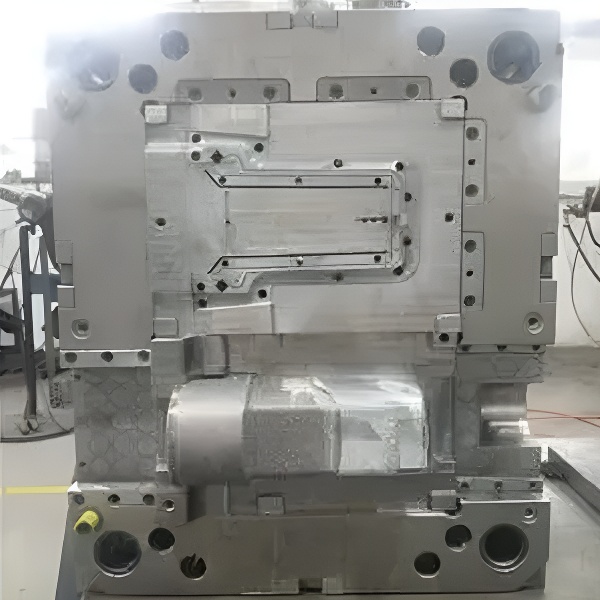
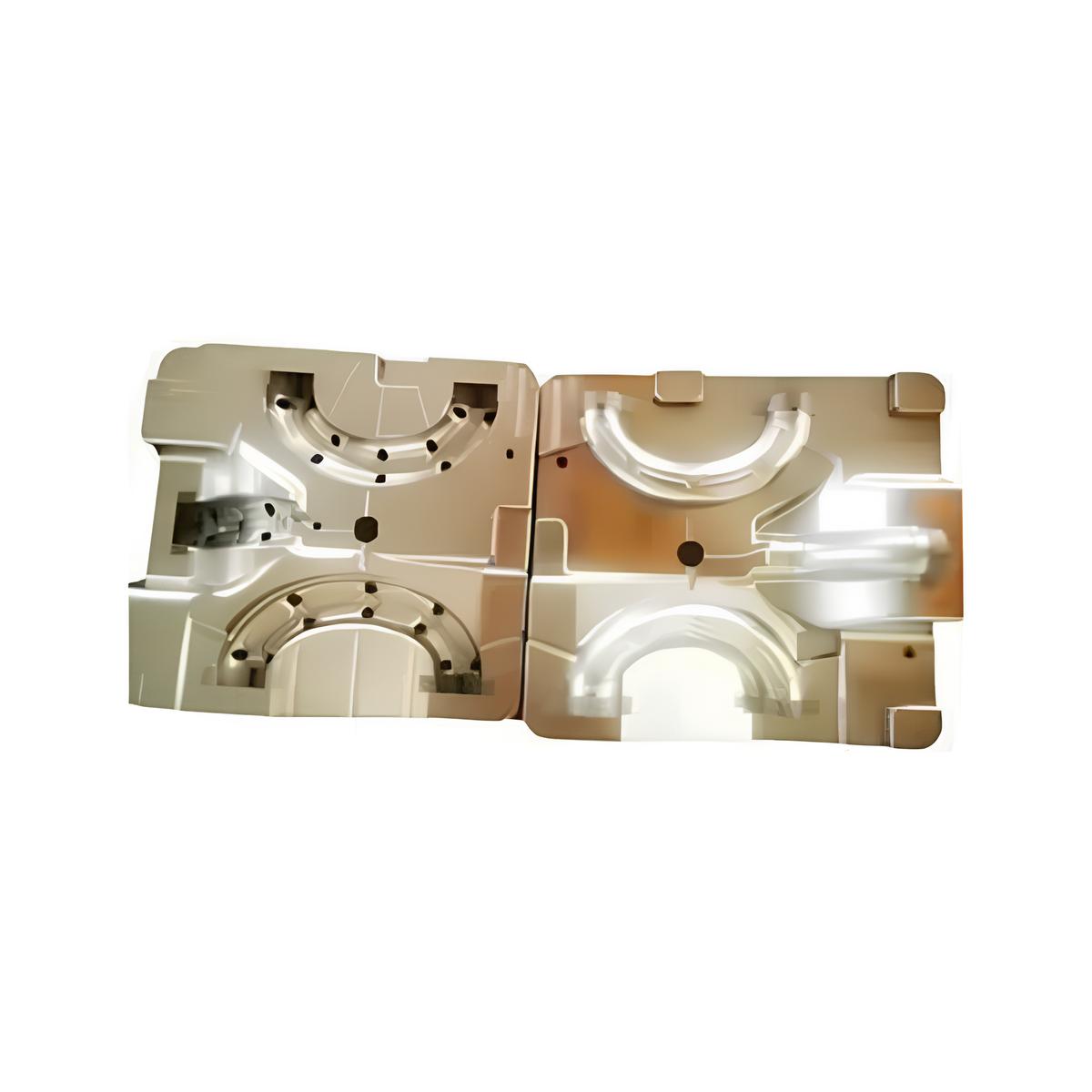
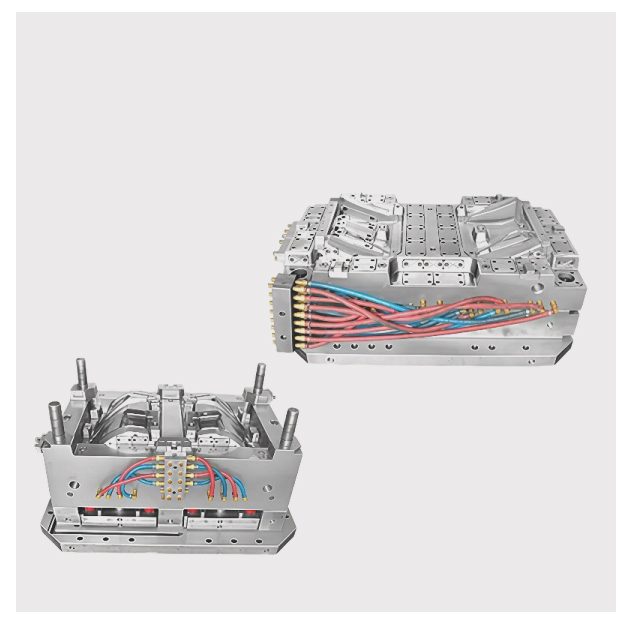
Для сложных деталей, таких как задние фонари, применяется интегрированная конструкция пресс-форм:
- неподвижная плита А выполняет функцию формообразующей детали неподвижной пресс-формы,
- подвижная плита В — формообразующая деталь подвижной пресс-формы.
Такое решение обеспечивает компактность, прочность, жесткость и сокращает количество дополнительных операций при изготовлении.
Краткое описание: пресс-форма для изготовления корпуса заднего фонаря автомобиля методом литья под давлением на машине с усилием смыкания 450T.
Основные преимущества конструкции:
- гладкая поверхность разъема без острых углов и неровностей. Используется обработка методом расширения, развертки и сетки.
- высокоскоростная обработка на станках с ЧПУ со скоростью шпинделя не менее 20 000 об/мингарантирует чистоту поверхности.
- оптимизированная форма вставок и подвижного штампа.
- технологические углы R упрощают обработку, сокращают время и повышают эффективность.
- безопасность и долговечность. Все неформообразующие углы выполняются с радиусами не менее R5 или фасками С для предотвращения растрескивания и повышения безопасности работы оператора.
Преимущества SULI MOULD
- полный цикл — от анализа конструкции до поставки готовой пресс-формы.
- применение современных технологий ЧПУ и EDM для высокой точности обработки.
- контроль качества по международному стандарту ISO 9001:2015.
- опыт в производстве пресс-форм для автомобильной промышленности мирового уровня.
SULI MOULD обеспечивает точность, качество и надежность каждой пресс-формы, что делает наши решения оптимальными для автомобильных фар и других ответственных деталей.
Основные требования к проектированию литьевых форм
1. Поверхность разъема должна быть гладкой, без острых углов и тонкой стали. Применяются методы расширения, развертки и сетки. Обработка на станках с ЧПУ обеспечивает высокую точность без дополнительной зачистки углов EDM. Для обработки легких поверхностей требуется высокоскоростной станок со скоростью шпинделя не менее 20 000 об/мин.
2. Фитинговые элементы (вставки и подвижный штамп) проектируются с технологическим углом R, что упрощает и ускоряет обработку, повышает эффективность производства.
3. Безопасность и долговечность. Все неформообразующие углы должны иметь радиус не менее R5, фаску C или угол R. Это снижает риск появления трещин и предотвращает травмы при работе с пресс-формой.
4. Поверхность разъема для отвода воздуха. Ширина поверхности составляет 40 мм, при этом подвижный и неподвижный штампы за пределами поверхности должны иметь углубление на 1 мм. Для больших зон проектируются нажимные блоки и вентиляционные отверстия, чтобы обеспечить равномерное усилие и облегчить выпуск воздуха при литье.
5. Упрощение обработки. При проектировании поверхности разъема и формы деталей используются принципы гладкости и плавности. Для средних и больших пресс-форм пазы прижимной плиты размещаются максимально удобно для обработки на ЧПУ.
6. Точность поверхности. Поверхность разъема должна быть ровной, без «сломанных» участков, которые снижают точность обработки. Рекомендуется использование расширенных уплотнительных зон (на 10–20 мм) и переходных поверхностей в зависимости от тоннажа термопластавтомата и размеров пресс-формы.
7. Перфорационные углы. Углы перфораций выполняются под углом более 7°, что увеличивает срок службы пресс-формы.
8. Конструкция вкладышей. Для средних и крупных автомобильных пресс-форм приоритет отдается сборке и разборке со стороны разъемной поверхности. В отдельных случаях поверхность клеевого слоя может обрабатываться медным блоком.

+79809220865 +8615962623597